O'z qo'lingiz bilan rulman o'rindig'ini qanday tiklash mumkin. Korpusdagi rulman o'rindig'ini tiklash. Krank mili yarim halqali o'rindiq
Yelimlash usuli yordamida metall polimerlar yordamida rulman o'rindiqlarini tiklash.
Ushbu usulning mohiyati shundan iboratki, o'rindiqni tiklash jarayoni rulman majmuasini yig'ish operatsiyasi bilan birlashtiriladi. Natijada, podshipnik va milya (rulman korpusi) o'rtasida mustahkam aloqa hosil bo'ladi, bu o'zining mustahkamlik xususiyatlariga ko'ra bunday hollarda tavsiya etilgan shovqin moslamalaridan ko'p marta ustundir, bu podshipnik halqalarini burilishdan ishonchliroq himoya qiladi, eskirishning paydo bo'lishi va ko'proq ta'minlash ishonchli ishlash tugun. Shu bilan birga, yopishtirish, aralashish moslamasidan farqli o'laroq, rulman halqalarining kuchlanishiga va deformatsiyasiga olib kelmaydi, bu ham qulayroq ishlashga yordam beradi.
Shu tarzda tiklangan podshipnikni demontaj qilish uchun yelimlash joyida hosil bo'lgan metall-polimer qatlamini 300 0C dan yuqori haroratgacha qizdirish yoki, masalan, gaz mash'alasi yordamida yoqish kerak.
Yelimlash yordamida o'rindiqlarni tiklash jarayonining asosiy bosqichlari.
I.O'rindiqlarni ahamiyatsiz (diametri 0,25 ÷ 0,3 mm gacha), bir xil eskirish (tiklangan sirtni dastlabki mexanik ishlov berishsiz) tiklash.
1. ga muvofiq qayta tiklanadigan sirtni tayyorlang umumiy tavsiyalar(axloqsizlik, yog 'va hokazolarni tozalash, zımpara bilan qo'pol qilish, yog'dan tozalash).
2. Rulman o'tiradigan joyini artib oling va yog'dan tozalang.
3. Tekshirish yig'ilishini bajaring: podshipnik o'rindiqqa juda oson, katta kuch sarflamasdan o'rnatilishi kerak.
4. Rulman qafasini yopishqoq lenta yoki elektr lenta bilan yopishtirishda metall polimerning ichiga kirishidan himoya qiling.
5. Metall polimerning kerakli dozasini tayyorlang.
6. Kerakli qatlam yoki metall polimer qatlamlarini milya (korpus) o'rindig'iga qo'llang, tiklanadigan sirtni yaxshilab namlang.
7. Rulman o'rindig'ini yupqa metall polimer qatlami bilan yoping, uni tom ma'noda namlang.
8. Rulmanni milga (korpusga) o'rnating, uni cheklovchi bo'yinbog'larga, rulmanlarga va ushlab turish halqalariga ehtiyotkorlik bilan bosing.
9. Siqib chiqarilgan ortiqcha metall polimerni olib tashlang, mildagi (korpusdagi) himoyalanmagan joylarni aseton bilan tozalang, agar metall polimer ularga tasodifan tushib qolsa, himoyani ajratuvchidan olib tashlang.
10. Metall-polimerning polimerizatsiyasidan so'ng, yig'ish keyingi ishlashga tayyor.
Eslatma:
При указанных величинах износа центрирование подшипника относительно вала (корпуса) в процессе вклейки обеспечивается как частицами наполнителя металлополимера, попадающими в зазор, так и дополнительными способами, например: предварительным кернением восстанавливаемой поверхности (обычно достаточно накернить поверхность являющуюся опорной при вклейке), центрированием относительно других деталей va hokazo.
2. Kichkina (diametri 0,1 ÷ 0,15 mm gacha) eskirgan o'rindiqlarni tiklash.
Aşınma miqdori diametri 0,1 ÷ 0,15 mm dan kam bo'lgan vallar (korpuslar) o'rindiqlarini yopishtirish orqali tiklashda (bo'shliqning o'lchami to'ldiruvchi zarrachalarning o'lchamiga mos keladi), o'rindiqni oldindan teshik qilish kerak. 0,5 ÷ 1,0 mm ga, "yirtiq iplar" yoki oluklarni kesish orqali. Yelimlash vaqtida rulmanning markazlashtirilganligini ta'minlash uchun o'rindiqning chetlari bo'ylab va uning uzunligi bo'ylab (bandlarning umumiy kengligi butun yopishtirish yuzasining 50% dan oshmasligi kerak) tasmalarni qoldirib, zerikarli amalga oshiriladi - 1-rasmga qarang.
font-size:11.0pt;font-family:Arial">1-rasm. Podshipnikni yopishtirish orqali metall polimerlar yordamida mildagi o'rindiqni tiklash:
D nom. – d 1 = 0,1 ÷ 0,15 mm;
D 1 - d 2 = 0,5 ÷ 1,0 mm;
I - "yirtiq iplar" yoki dumaloq oluklar kesilgan joylar.
Qayta tiklashning qolgan bosqichlari 1-banddagi operatsiyalarga o'xshaydi.
3. O'rindiqlarni sezilarli (diametri 0,5 ÷ 1,0 mm dan ortiq) va notekis eskirish bilan tiklash.
Yelimlash usuli yordamida sezilarli va notekis eskirgan o'rindiqlarni tiklashda rulman va milning (rulman korpusi) markazlashtirilishi va hizalanishini ta'minlash masalalari alohida ahamiyatga ega. Ushbu muammolarni quyidagi yo'llar bilan hal qilish mumkin.
1. Formalash chiziqlari bo'ylab eskirgan sirtda turli qalinlikdagi metall bo'shliqlar o'rnatiladi (bu joyning eskirganidan taxminan 0,05 ÷ 0,08 mm yupqaroq) aşınma joyidan uzunroq bo'lgan tor metall chiziqlar shaklida. Ushbu chiziqlarning bo'sh uchlari yopishtiriladigan joyga yaqin joyda (yaxshiroq diametri kichikroq bo'lgan milning bir qismida) yopishqoq lenta, ip va boshqalar bilan mahkamlanadi. Rulmanning nazorat o'rnatilishi amalga oshiriladi (rulman o'rindiqqa juda oson, katta kuch sarflamasdan o'rnatilishi kerak). Shundan so'ng, eskirish joyiga metall polimer qo'llaniladi (qistirmalar ostidagi joylar ham qoplangan). Rulman o'rnatilgan. Metall-polimerning polimerizatsiyasidan so'ng, ajratgichlarning etakchi uchlari kesiladi.
2. Kichkina diametrlar payvandlash orqali eskirish joylariga qo'llaniladi. nuqta(milning haddan tashqari qizib ketishiga yo'l qo'ymaslik uchun) halqalar shaklida sarkma. Shundan so'ng, ular nominal rulman diametriga ishlov beriladi. Rulman tekshirilmoqda. Shundan so'ng, yopishtirish yuqorida tavsiflangan sxemalar bo'yicha amalga oshiriladi.
3. Eskirgan sirtlarda ikki yoki undan ortiq markazlashtiruvchi halqalarni o'rnatish uchun truba qilinadi. Halqalar (bo'linish) metall polimer yordamida payvandlash yoki yopishtirish orqali tayyorlangan oluklarda o'rnatiladi. O'rnatilgan halqalar nominal rulman diametriga ishlov beriladi. Keyinchalik, yopishtirish yuqorida tavsiflangan sxemalarga muvofiq amalga oshiriladi.
Metall polimerlar yordamida yopishtirish orqali o'rindiqni tiklash jarayonida rulmanni markazlashtirishning boshqa usullaridan foydalanish mumkin.
Diqqat!
Rulman o'rindiqlarini yopishtirish orqali tiklashda, metall polimerni qo'llashdan oldin, mavjud yog 'kanallarini yopishqoq lenta yoki lenta bilan himoya qilish kerak.
O'rindiqlarni ko'pincha ta'mirlash mumkin emas, keyin rulman bilan bog'liq bo'lgan va o'rindiqning nominal parametrlarini yo'qotgan qismni almashtirish haqida savol tug'iladi. Ushbu turdagi ta'mirlash iqtisodiy jihatdan maqsadga muvofiq emas. Bunday vaziyatda yechim Dimet texnologiyasidan foydalangan holda ta'mirlashdir.
Keling, sovuq gaz-dinamik püskürtme usuli yordamida o'rindiqlarni ta'mirlash misollarini ko'rib chiqaylik.
Mototsikl uyasi podshipnik o'rindig'i.
O'rindiqning nuqsoni shundaki, rulmanning tashqi halqasi ish paytida aylanadi, bu ichki halqaning o'qiga va rulmanning o'ziga qo'shimcha yuklarni keltirib chiqaradi.

Rasm 1. Krossovka mototsikl g'ildiragidagi tashqi podshipnik uchun o'rindiq.
Ushbu muammoni bartaraf qilish uchun markazning ichki diametriga metall qatlamini qo'shish kerak. Hub alyuminiy qotishmasidan qilingan. Tarkibi qo'llashdan oldin biz sirtni abraziv kompozitsion K-00-04-16 bilan oldindan ishlov beramiz. Qo'shimcha qatlamni qo'llash Dimet-405 apparatining uchinchi rejimida amalga oshiriladi. Püskürtme zahira bilan amalga oshiriladi. Qoplamani yakuniy qayta ishlash past to'sar yemida yuqori tezlikda amalga oshiriladi.


Rasm 2. Ta'mirlash bosqichlari (a - alyuminiy qatlami zaxira bilan qo'llaniladi, b - tayyor o'rindiqning tugatish versiyasi)
Krank mili yarim halqali o'rindiq
Mercedes-Benz quyma temir silindrli blokining krank milining masofaviy yarim halqasining o'rindig'i Dimet texnologiyasidan foydalangan holda ta'mirlandi. Yakuniy ishlov berish maxsus kesgich bilan amalga oshirildi.


G'ildirak podshipniklari o'rindig'i
Ford quyma temir uyasi o'rindig'ini ta'mirlash 0,3 mm o'lchamdagi alyuminiy qatlamni qo'llash orqali amalga oshirildi. Ushbu manipulyatsiyalar ulanishda zarur kuchlanishni ta'minladi.


Rasm 1. Ta'mirlash bosqichlari (a - boshlang'ich, b - yakuniy)
Elektr motorli podshipnik o'rindig'i
Elektr dvigatel korpusidagi podshipnik o'rindiqlarini ta'mirlash alyuminiy kompozitsion qurilma yordamida, püskürtme rejimi - "3" yordamida amalga oshirildi. Rasmlarda ta'mirlash bosqichlari ko'rsatilgan.
O'ylaymanki, ko'pchilik "Ha, bu uyalar axlat, tez orada podshipniklar ularda osilib qoladi!" Bunday maktab bema'ni gaplari har kuni va doimiy ravishda, sababsiz yoki sababsiz eshitiladi.
Shunday qilib, biz g'ildirak podshipniklarining o'rindiqlari va nima uchun o'rindiqlar cho'kishi haqida gapiramiz.
Egasidan mustaqil bo'lgan birinchi sabab - uyadan tayyorlangan materiallarning asl sifati.
Misol uchun, taqqoslash uchun CNC markazlarini va byudjetli pit velosipedlari uchun oddiy standart markazni olaylik.

Ikkinchi sabab - aralash - g'ildirak rulmanlari. U o'rnatilgan rulmanlarning sifatiga ham, ularning holatini kuzatish uchun egasining dangasaligiga ham bog'liq degan ma'noda aralashtiriladi.

Agar siz arzon rulmanlarni o'rnatsangiz, ular tezda parchalanadi va ura boshlaydi yoki hatto yangi bo'lsa ham, printsipial jihatdan foydalanish uchun qabul qilib bo'lmaydigan oqimga ega bo'ladi. Tabiiyki, barcha ta'sirlar markazga uzatiladi va har qanday metall zarba bilan deformatsiyalanadi, shuning uchun cho'kish.
Xo'sh, egasi ikki holatda aybdor: arzon rulmanlarni o'rnatish va rulmanni o'z vaqtida almashtirmaslik, bu juda oddiy.
Uchinchi sabab - haddan tashqari siqilgan qo'zg'aysan zanjiri. U g'ildirakning bir tomoniga katta yuk qo'yadi va shunga mos ravishda yuklarning notekis taqsimlanishi urishga, tez aşınmaya, zarbalarga olib keladi - va bu, qo'nish cho'kishiga olib keladi.
LEKIN BULARNING HAMMASI HECH NARSA EMAS asosiy sabab- HANDMASH tomonidan!)))
Bu yerda oddiygina muhandislik ahmoqligi olami bor.
Shunday qilib, birinchi bob sovuqda tornavida va balyoz bilan podshipniklarni taqillatadi! Aynan shu narsa har bir maktab o'quvchisiga yoqadi. U buni qilgandan so'ng, metall mikronlar egri chiqib ketadigan podshipnik tomonidan chiqariladi, ammo bu bema'nilik. Ular, shuningdek, aylana bo'ylab urmaydilar, rulmanni teng ravishda urib yuboradilar, aksincha, bir nuqtada urishadi. Bunday holda, rulman bir tomonga suyanadi, uyalarni cho'kadi va hatto uning chekkasi bilan kerakli mikronlarni olib tashlaydi!
Aytaylik, ba'zi odamlar metallni isitishning hojati yo'q va langar tortuvchisi etarli deb o'ylashadi. Shunga qaramay, rulman hech bo'lmaganda bir tekis harakatlanadi, lekin u qattiq bo'ladi va mikronlar hali ham yeyiladi va bu yaxshi emas. Lekin nima uchun sizga tortgichlar va sochlarini fen mashinasi kerak? Tornavida va balyoz bor!
Ammo, aslida, agar siz podshipnik o'rindiqlari va umuman markaz sizga bundan keyin ham baxtli xizmat qilishini istasangiz, esda tuting:
1) Zanjirning kuchlanishini kuzatib boring
2) podshipniklarning holatini kuzatib boring!
3) podshipniklarni o'z vaqtida almashtirish
4) Sifatli podshipniklardan foydalanish
5) Rulmanlarni almashtirishda foydalaning qurilish sochlarini fen mashinasi, KAMIDA! Eng yaxshisi, sizda langar tortgich bo'lsa.
Tanlov to'g'ri qo'nish, rulman sirtlarining kerakli tozaligi va o'lchovli tolerantliklarini ta'minlash mexanizmlarning chidamliligi va ishonchliligini ta'minlaydigan asosiy omil hisoblanadi.
To'g'ri o'rnatish rulmanlarning ishlashi uchun eng muhim shartdir.
Rulmanning ishlash xususiyatlaridan kelib chiqqan holda, aylanadigan halqa qo'llab-quvvatlovchi yuzaga harakatsiz, kuchlanish bilan o'rnatilishi kerak va harakatsiz halqa nisbatan erkin, minimal bo'shliqqa ega bo'lgan teshikka mos kelishi kerak.

Aylanadigan halqani shovqin bilan o'rnatish uning burilishiga yo'l qo'ymaydi, bu esa qo'llab-quvvatlovchi sirtning aşınmasına, kontaktli korroziyaga, podshipniklarning muvozanatiga, tayanchning yonishiga va haddan tashqari qizib ketishiga olib kelishi mumkin. Shunday qilib, asosan, rulman yuk ostida ishlaydigan milga o'rnatiladi.
Statsionar halqa uchun kichik bo'shliq hatto foydalidir va uni kuniga bir martadan ko'p bo'lmagan aylantirish qobiliyati qo'llab-quvvatlovchi yuzaning aşınmasını bir xil qiladi va uni minimallashtiradi.

Asosiy shartlar
Keling, rulman moslamalarini belgilaydigan asosiy atamalar va tushunchalarni batafsil ko'rib chiqaylik. Zamonaviy mashinasozlik o'zaro almashinish printsipiga asoslanadi. Bitta chizma bo'yicha tayyorlangan har qanday qism mexanizmga o'rnatilishi, o'z vazifalarini bajarishi va bir-birini almashtirishi kerak.
Buning uchun chizma nafaqat o'lchamlarni, balki ulardan maksimal va minimal og'ishlarni, ya'ni toleranslarni ham aniqlaydi. Tolerantlik qiymatlari tolerantliklar, ESDP qo'nishlari uchun yagona tizim tomonidan standartlashtirilgan, aniqlik darajalariga (sifatlarga) bo'lingan va jadvallarda keltirilgan.

Ular, shuningdek, Anuriyev mexanik konstruktor qo'llanmasining birinchi jildida va GOST 25346-89, shuningdek, 25347-82 yoki 25348-82 da mavjud.
GOST 25346-89 ga ko'ra, 20 ta aniqlik darajasi aniqlanadi, ammo mashinasozlikda ular odatda 6 dan 16 gacha qo'llaniladi. Bundan tashqari, sifat soni qanchalik past bo'lsa, aniqlik shunchalik yuqori bo'ladi. Bilyali va rulmanli podshipniklarning qo'nishi uchun 6,7, kamroq tez-tez 8 ta malaka talab qilinadi.

Xuddi shu malaka doirasida tolerantlik hajmi bir xil. Ammo o'lchamning nominal qiymatdan yuqori va pastki og'ishi boshqacha joylashgan va ularning miller va teshiklardagi kombinatsiyalari turli xil moslamalarni hosil qiladi.
Bo'shliq, shovqin va o'tish moslamalarini kafolatlaydigan moslamalar mavjud, ular ham minimal bo'shliqni, ham minimal shovqinni amalga oshiradi. Uchish maydonchalari vallar uchun lotincha kichik harflar, teshiklar uchun katta harflar va sifatni, ya'ni aniqlik darajasini ko'rsatadigan raqam bilan belgilanadi. Qo'nish belgilari:
- a, b, c, d, e, f, g, h bo'shliq bilan;
- o'tish js, k, m, n;
- interferentsiya bilan p, r, s, t, u, x, z.
Teshik tizimiga ko'ra, barcha navlar uchun H bardoshlik darajasiga ega va moslashishning tabiati milya bardoshlik bilan belgilanadi. Ushbu yechim talab qilinadigan nazorat o'lchagichlari va kesish asboblari sonini kamaytirishga imkon beradi va ustuvor hisoblanadi. Lekin ichida individual holatlar Millar tizimi qo'llaniladi, unda miller h bardoshlik darajasiga ega bo'lib, teshikka ishlov berish orqali mos keladi. Va aynan shunday holat - bu rulmanning tashqi halqasining aylanishi. Bunday dizaynga misol sifatida tasmali konveyerlarning kuchlanish roliklari yoki barabanlari kiradi.

Rulman moslamasini tanlash
Rulmanlarning mosligini aniqlaydigan asosiy parametrlar orasida:
- rulmanga ta'sir qiluvchi yukning tabiati, yo'nalishi, kattaligi;
- rulmanning aniqligi;
- aylanish tezligi;
- mos keladigan halqaning aylanishi yoki harakatsizligi.
Qo'nishni aniqlaydigan asosiy shart - bu halqaning harakatsizligi yoki aylanishi. Statsionar halqa uchun kichik bo'shliqqa ega bo'lgan moslama tanlanadi va asta-sekin sekin aylanish umumiy eskirishni kamaytiradigan va mahalliy aşınmayı oldini oluvchi ijobiy omil hisoblanadi. Aylanadigan halqa o'tiradigan joyga nisbatan aylanishni oldini oladigan ishonchli kuchlanish bilan o'rnatilishi kerak.
Rulmanning milga yoki teshikka mos kelishiga mos keladigan keyingi muhim omil - bu yuk turi. Yuklashning uchta asosiy turi mavjud:
- halqa doimiy ravishda bir yo'nalishda harakat qiladigan radial yukga nisbatan aylanganda aylanish;
- radial yukga nisbatan statsionar halqa uchun mahalliy;
- halqaning holatiga nisbatan tebranuvchi radial yuk bilan tebranish.

Rulmanlarning aniqlik darajasiga ko'ra, ortib borayotgan tartibda ular 0,6,5,4,2 beshta sinfga to'g'ri keladi. Kam va o'rta yuklarga ega mashinasozlik uchun, masalan, vites qutilari uchun 0-sinf keng tarqalgan bo'lib, bu rulmanlarni belgilashda ko'rsatilmagan. Yuqori aniqlik talablari uchun oltinchi daraja qo'llaniladi. Yuqori tezlikda 5,4 va faqat istisno hollarda ikkinchi. Oltinchi sinf misoli 6-205.
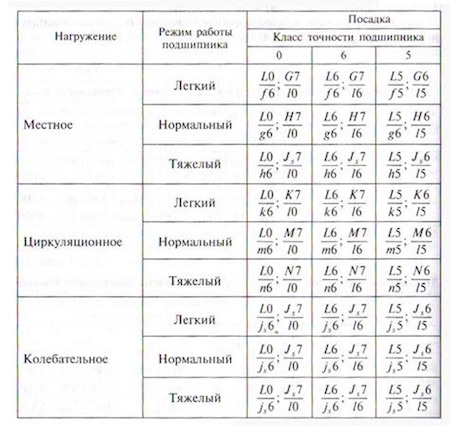
Mashinaning haqiqiy dizayni jarayonida rulman milga va korpusga o'rnatilishi maxsus jadvallar yordamida ish sharoitlariga muvofiq tanlanadi. Ular muhandis-mexanik Vasiliy Ivanovich Anuriyevning qo'llanmasining ikkinchi jildida keltirilgan.

Uchun mahalliy turi Yuklash jadvali quyidagi qo'nishlarni taklif qiladi.

Aylanma yuklanish sharoitida, radial kuch butun poyga yo'liga ta'sir qilganda, yuklanish intensivligi hisobga olinadi:
Pr=(k1xk2xk3xFr)/B, Qayerda:
k1 - dinamik ortiqcha yuk koeffitsienti;
k2 - ichi bo'sh shaft yoki yupqa devorli korpus uchun susaytirish koeffitsienti;
k3 - eksenel kuchlarning ta'siri bilan aniqlanadigan koeffitsient;
Fr - radial kuch.
Bir yarim baravar kam bo'lgan ortiqcha yuklar, engil tebranish va zarbalar bilan k1 koeffitsientining qiymati 1 ga teng, va bir yarim-uch marta mumkin bo'lgan ortiqcha yuk bilan kuchli tebranishlar, zarbalar k1 = 1,8 ga teng.
K2 va k3 qiymatlari jadvaldan tanlanadi. Bundan tashqari, k3 uchun Fc/Fr x ctgb parametri bilan ifodalangan eksenel va radial yukning nisbati hisobga olinadi.

Koeffitsientlar va yuk intensivligi parametrlariga mos keladigan rulman moslamalari jadvalda keltirilgan.

O'rindiqlarni qayta ishlash va chizmalar bo'yicha podshipnik o'rindiqlarini belgilash.
Mildagi va korpusdagi rulman o'rindig'ida etakchi pahlar bo'lishi kerak. O'rindiqning pürüzlülüğü:
- diametri 80 mm gacha bo'lgan milya jurnali uchun 0 toifali podshipnik uchun Ra=1,25, diametri 80...500 mm Ra=2,5;
- diametri 80 mm gacha bo'lgan milya jurnali uchun 6,5 sinfdagi Ra=0,63 va diametri 80...500 mm Ra=1,25 bo'lgan podshipnik uchun;
- korpusdagi diametri 80 mm gacha bo'lgan teshik uchun 0 sinfli podshipnik uchun Ra=1,25, diametri 80...500 mm Ra=2,5;
- korpusda diametri 80 mm gacha bo'lgan teshik uchun 6,5,4 sinfli podshipnik uchun Ra=0,63, diametri 80...500 mm Ra=1,25.
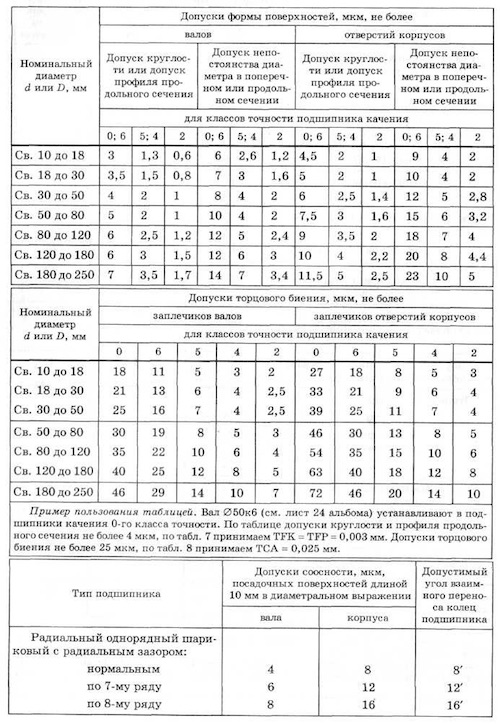
Chizma, shuningdek, rulman o'rindig'i shaklining og'ishini va ularni qo'llab-quvvatlash uchun elkalarining oxirini ko'rsatadi.
F 50 k6 shaftidagi rulmanning mosligini va shakldagi og'ishlarni ko'rsatadigan chizmaga misol.

Shaklning og'ish qiymatlari rulmanning milga yoki korpusga o'rnatilishi diametriga va rulmanning aniqligiga qarab jadvaldan olinadi.
Chizmalar milning diametrini va moslama uchun korpusni ko'rsatadi, masalan, F20k6, F52N7. Yig'ish chizmalarida siz oddiygina harf belgilarida tolerantlik bilan o'lchamni ko'rsatishingiz mumkin, ammo qismlarning chizmalarida bundan mustasno bo'lish tavsiya etiladi. harf belgisi Ishchilarga qulaylik yaratish uchun tolerantlik va uning raqamli ifodasini ta'minlash. Chizmalardagi o'lchamlar millimetrda, bardoshlik qiymati esa mikrometrda ko'rsatilgan.



